


 扫一扫
扫一扫


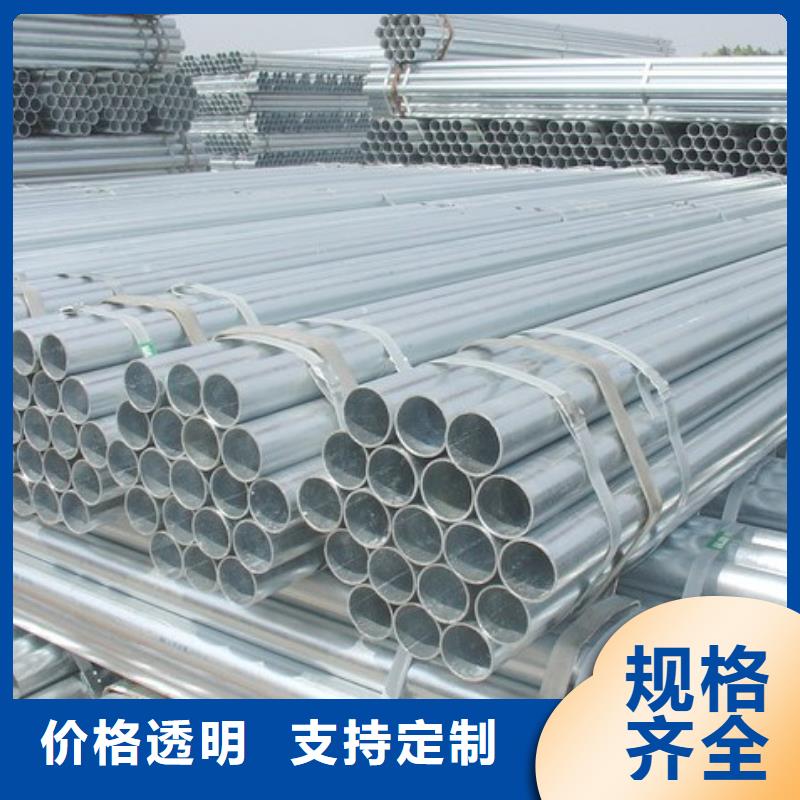
注浆管:是一种预埋注浆管系统,用于混凝土中的施工
缝、冷接缝、管子渗缝、地墙之间空隙等处的 密封。
注浆管改善桩底部土体持力层质量,保证桩的设计承载力
要求,但是不可以代替该部位的一根钢筋。
注浆管的主要作用:是帮助混凝土灌注到各种空缝之中,
使其可以完全的被密封,从而防止发生断裂、位移、变形,更
好的保护桩基以及其上的承载物。
特别是在那些新混凝土与旧混凝土之间的接缝问题,注浆
管都能很好的解决。又因为注浆管在安装上比较简单,工人不
需要借助复杂的安装设备,就可以随时根据需要在现场进行施
工,操作过程也很简单,使用注浆管对缝隙进行注浆,也不会
影混凝土发挥其作用



鑫森通达无缝钢管(红河市分公司)始终坚持“服务为本,诚信为本”的理念。服务是企业发展的根本,诚信是优质服务的基础!未来,我们会不断的加大 方管人才培养,丰富我们的 方管产品线,提高自己的竞争力,致力于为更多的企业提供更优质的服务和 方管产品。


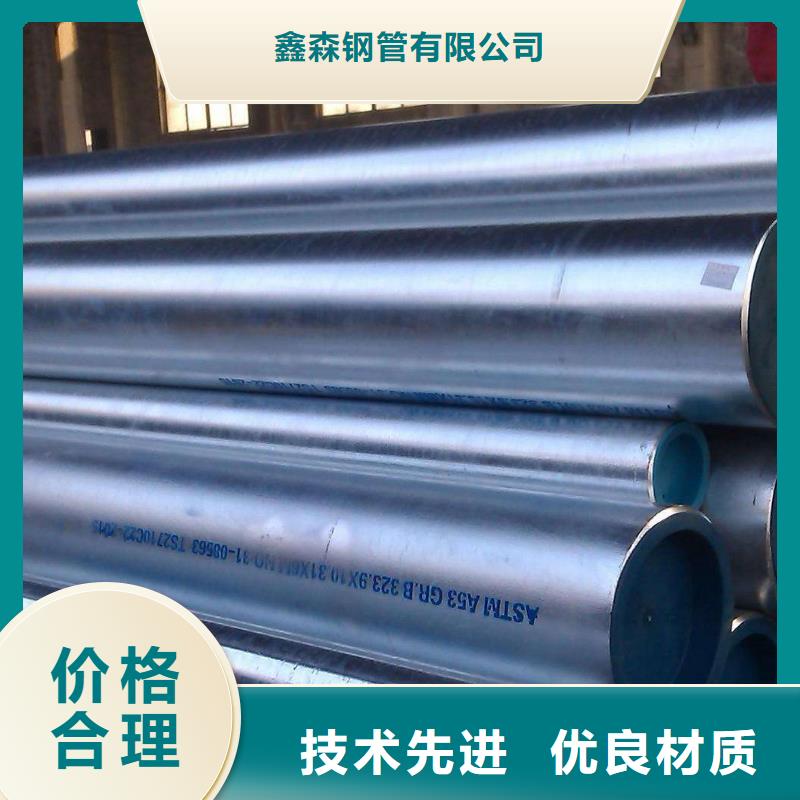
冷拔无缝钢管的先进技术升级与客户的关联
我们生活中使用到的水,以及我们生活中使用到的天然气,因为无缝钢管进一种冷制造,同时又有很高的精度要求,自然就会对它的工艺有很高的要求,当然厂家想要在这种产品上面有更好的工艺,也需要有更多的条件,首先就需要让厂家有更好的设备,一者是这种钢管也都是全部冷掏,而且又有很高的规模,自然就需要让它在设备上面有很好的,但是也有一些厂家在设备上面没有专业性,仍然在使用一些普通的车床来进行生产,虽然这样也能生产出产品,但是工艺程度不高。
一般情况下,厂家的设备条件也都是会和厂家规模成正比的,如果是厂家很小的情况下,设备上就会失去专业性,他们的无缝管也难有很高的生产标准,只有大型的正规厂家,才会真正保证产品的质量。除了设备条件之外,还有技术条件,正是因这种无缝钢管是以冷拔的工艺来进行完成的,不但需要让设备上符合专业要求,同时也需要让它有很好的精度,而这也就需要通过技术来进行完成了。
所以如果是一个厂家在技术上没有相应的时,也难让无缝管的生产标准有所。 还在于厂家有什么样的生产心态,在行业业之中,也有一些厂家虽然有多方面的实力,但是其在生产中往往难以达到更好的精度,自然这也就是因为厂家在生产中没有很好的心态,对自己没有精益求精,自然他们的生产标准也会有很大的下降,自然高标准之下会有高成本,当厂家考虑到自己的高标准不能有很好的市场时,就会人为的降低生产标准。都是通过管道的连接,从具体的地方运送到我们的家庭之中的。因此现在的钢管的使用,就变得十分的频繁。那在进行液体的运输之中,就需要保证液体不会出现泄漏,因此就需要使用到现在的无缝管,才可以进一步的保证了液体的运输。
在使用其他的无缝钢管,进行液体运输的时候,人们会发现,一旦出现了缝隙,或者是出现了泄漏,就会直接的影响到人们的使用。因此在进行运输液体的时候,能够保证了不会出现任何的缝隙,以及不会出现任何的泄露,就变得十分的重要。
但是如何的能够做到保证液体不会出现任何的泄露呢,那就只有使用到没有缝隙的无缝钢管,才可以进一步的解决了这个问题。现在冷拔无缝钢管的出现,也正是为了能够帮助到人们解决这一问题,从而能够使得现在的人们,在进行液体运送的过程之中,可以更加的放心。加上这种冷拔无缝钢管是没有任何缝隙的,也是不会出现任何的泄露,从而能够使得人们放心的进行使用。
冷拔无缝钢管才是真正的让现在的人们,在进行液体运送的过程之中能够更加的放心和省心。也是因为有了这种冷拔无缝钢管的出现,所以不会再出现任何的缝隙以及泄露的烦恼,从而能够使得现在的这种无缝钢管,可以在众多的行业之中得到了不错的应用



碳钢高压锅炉管可以代替碳钢石油裂化管吗
代用钢材必须附有钢厂完整的质量证明书(或复印件)且与实物相符,钢材的质量应符合 级、部级及专业级有关技术条件
(以 版为准)。如质量证明书(或复印件)数据不全或技术要求不全,应由建设单位按材料所要求项目进行检验,提出合
格后方可使用。
压力容器用钢的代用钢材应遵守“压力容器监察规程”,“钢制石油化工压力容器设计规定”及其它有关标准规范对
其使用限制和范围的规定。
一、含碳量的限制;
二、设计压力的限制和范围;
三、使用温度的限制和范围;
四、介质的限制和范围;
五、对材料的特殊要求。
代用钢材应符合设计的要求。
一、机械性能、化学成分、耐腐蚀性对设计条件(温度、压力、介质、结构)的适应性。
二、制造加工工艺的适应性(尤其要注意焊接工艺、焊接材料、焊接热处理及冷热加工性能等)。
三、钢材相互代用所引起的热应力和异种钢焊接的要求

技术支持:s797.com