想要全面了解我们的结构管扁钢质量三包产品吗?别错过这个产品视频。它将通过生动的画面和详细的解说,让您对产品有更深入的了解。
以下是:结构管扁钢质量三包的图文介绍
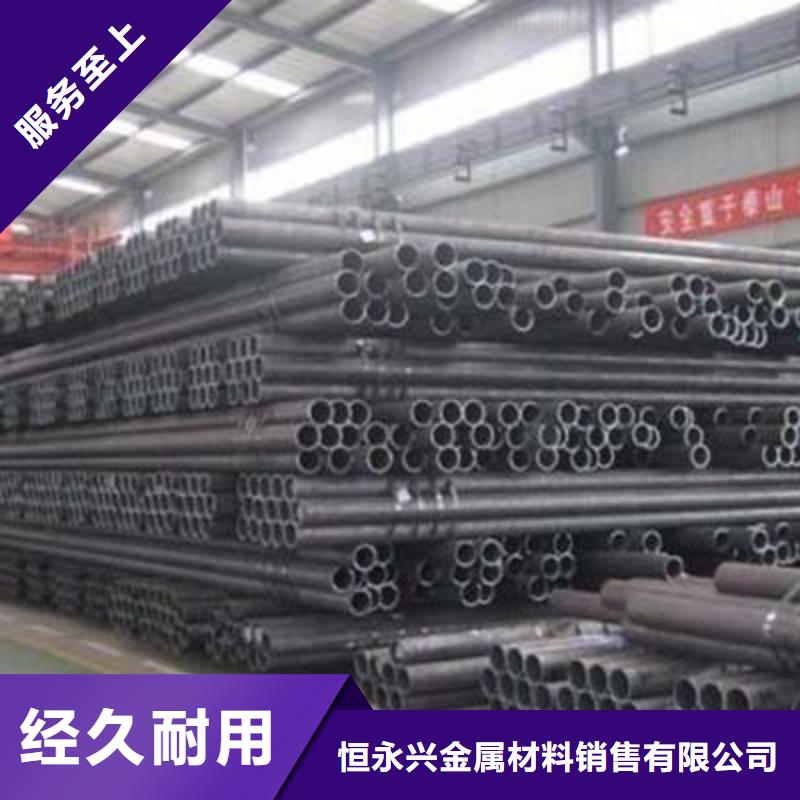
怀化高压锅炉管的详细介绍
质检严格 稳定可靠

结构管是目前使用较为广泛的一种钢管材料,其有着一套严格的生产工序。结构管可分为热轧结构管和冷轧结构管两种,这两种结构管不仅用途不同,生产工序也不太一样。热轧结构管的主要生产工序为管坯准备及检查→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理→成品管矫直→精整→检验(无损、理化、台检) →入库,生产工序较为复杂,且产品需要经过层层检验达标后才算是成品,加工时间较长。而相比较热轧结构管,冷轧结构管的生产工序就少了许多,冷轧结构管只有坯料准备→酸洗润滑→冷轧→热处理→矫直→精整→检验几个生产工序。虽然冷轧结构管的生产工序较少,但是其生产流程要比热轧结构管要复杂一些。不论是什么样的生产工序,其主要目的就是制作出优质的结构管,所以在结构管的制作过程中要多加注意,在任何一个环节都不能出现问题,只有这样才能够生产出质量达标甚至更好的结构管。
对于结构管来说钢种的选择是影响性能的重要因素,而不同钢种的结构管制作工艺自然是不同的,下面以珠光体型铬钼钒钢为例向大家介绍,结构管工艺生产工艺特点。1.管坯应剥皮量通常为5mm;2.由于钢质较硬管坯多用氧气切割或锯切3.由于铬钼钒钢的导热性比碳钢低,加热速度宜稍慢(加热温度为1120~1180℃、穿孔温度为1100~1160℃)4.这类钢在1000~1100℃区间有良好的塑性和低的变形抗力,因而穿孔性能较好5.轧后钢管要正火和回火,正火温度为950~980℃,回火温度为730~750℃,保温时间为2~3h6.钢管尺寸公差较严,以保证对口焊接;管子长度尽可能长,以利于减少焊口数量。所以每一件结构管都是来之不易,需要经过高温的考验才能到我们的手中。

案例丰富
精品优选
专业可靠
合作共赢
实力工厂
价格实在




 扫一扫
扫一扫













